




Å velge riktig spiralbor til prosjektet ditt innebærer å forstå tre nøkkelfaktorer: materiale, belegg og geometriske egenskaper. Hvert av disse elementene spiller en avgjørende rolle i borekronens ytelse og holdbarhet. Her er en nærmere titt på hvordan du kan ta en informert beslutning.
Materiale
1. Høyhastighetsstål (HSS):
Høyhastighetsstål (HSS) har vært en integrert del av skjæreverktøy i over et århundre, og er verdsatt for sitt brede bruksområde og rimelige pris. HSS-borkroner er kjent for sin allsidighet, og fungerer godt med både håndbor og stabile plattformer som borepresser. En viktig fordel med HSS er dens slipeevne, noe som øker levetiden til borkroner og gjør det til et kostnadseffektivt valg også for dreiebenker. Videre finnes HSS i forskjellige kvaliteter, hver med ulik elementsammensetning for å imøtekomme spesifikke skjærebehov. Denne variasjonen i stålkvaliteter bidrar til HSS' tilpasningsevne, noe som gjør det til en allsidig og viktig komponent i ulike maskineringsoppgaver.
2. Kobolt HSS (HSSE eller HSSCO):
Sammenlignet med tradisjonell HSS viser kobolt HSS overlegen hardhet og varmebestandighet. Denne forbedringen i egenskaper fører til betydelig forbedret slitestyrke, noe som gjør HSSE-borkroner mer holdbare og effektive. Innarbeidelsen av kobolt i HSSE bidrar ikke bare til økt slitestyrke, men forbedrer også den totale levetiden. I likhet med standard HSS beholder HSSE-bor fordelen av å kunne slipes på nytt, noe som ytterligere forlenger levetiden. Tilstedeværelsen av kobolt i HSSE gjør disse borene spesielt egnet for mer krevende boreoppgaver der holdbarhet og slitestyrke er avgjørende.
3. Karbid:
Karbid er en metallmatrisekompositt, hovedsakelig laget av wolframkarbid med forskjellige bindemidler. Den overgår HSS betydelig i hardhet, varmebestandighet og slitestyrke. Selv om de er dyrere, utmerker karbidverktøy seg i levetid og maskineringshastighet. De krever spesialutstyr for ettersliping.
Belegg
Belegg for borkroner varierer mye og velges basert på bruksområdet. Her er en kort oversikt over noen vanlige belegg:
1. Ubestrøket (lys):
Det er den vanligste fargen for HSS-bor. Ubelagte verktøy er ideelle for myke materialer som aluminiumslegeringer og lavkarbonstål, og de er rimeligste.
2. Svart oksidbelegg:
Gir bedre smøring og varmebestandighet enn ubelagte verktøy, og forbedrer levetiden med over 50 %.
3. Titanitrid (TiN)-belegg:
Titanbelagte borkroner fungerer bra i mange bruksområder på grunn av deres unike ytelsesegenskaper. For det første forbedrer det hardhet og slitestyrke gjennom belegget, slik at borkronen holder seg skarp under boring gjennom hardere materialer, og gir lengre levetid. Disse borkronene reduserer friksjon og varmeoppbygging, noe som øker skjæreeffektiviteten samtidig som de beskytter borkronen mot overoppheting. Titanbelagte borkroner er egnet for bruk i mange materialer, for eksempel rustfritt stål, aluminium og tre, noe som gjør dem ideelle for ingeniør- og husholdningsapplikasjoner. I tillegg trenger disse borkronene raskere og renere inn i materialer, noe som gir en penere skjæreflate. Selv om titanbelagte bor kan koste mer enn vanlige bor, gjør deres høye effektivitet og lange levetid dem til en god avkastning på investeringen for applikasjoner som krever høy slitestyrke og presis skjæring.

4. Aluminium titannitrid (AlTiN) belegg:
For det første er AlTiN-belegg ekstremt varmebestandige, noe som gjør dem egnet for høyhastighetsskjæring og maskinering av høytemperaturlegeringer. For det andre forbedrer dette belegget slitestyrken betydelig og forlenger verktøyets levetid, spesielt ved maskinering av harde materialer som rustfritt stål, titanlegeringer og nikkelbaserte legeringer. I tillegg reduserer AlTiN-belegget friksjonen mellom borekronen og arbeidsstykket, noe som forbedrer maskineringseffektiviteten og bidrar til å oppnå en glattere skjæreoverflate. Det har også god oksidasjonsmotstand og kjemisk stabilitet, noe som gjør at det kan opprettholde ytelsen i tøffe arbeidsmiljøer. Alt i alt er AlTiN-belagte bor ideelle for høyhastighets- og presisjonsmaskinering, og er spesielt egnet til å håndtere harde materialer som utgjør en utfordring for konvensjonelle bor.
Geometriske trekk
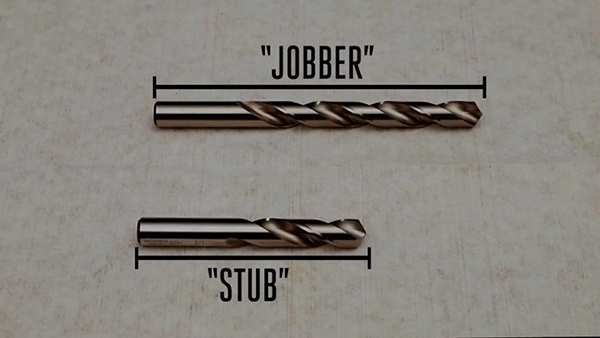
1. Lengde:
Forholdet mellom lengde og diameter påvirker stivheten. Å velge et bor med akkurat nok riflelengde for sponavgang og minimalt overheng kan forbedre stivheten og verktøyets levetid. Utilstrekkelig riflelengde kan skade boret. Det finnes forskjellige lengdestandarder å velge mellom på markedet. Noen vanlige lengder er jobber, stubby, DIN 340, DIN 338 osv.
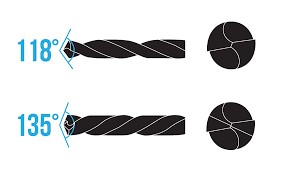
2. Borespissvinkel:
Spissvinkelen på 118° er vanlig for myke metaller som lavkarbonstål og aluminium. Den mangler vanligvis selvsentreringsevne og trenger et pilothull. Spissvinkelen på 135°, med sin selvsentreringsfunksjon, eliminerer behovet for et separat sentreringshull, noe som sparer betydelig tid.
Avslutningsvis innebærer valg av riktig spiralbor å balansere kravene til materialet som bores, ønsket levetid og ytelse for boret, og de spesifikke kravene til prosjektet ditt. Å forstå disse faktorene vil sikre at du velger det mest effektive boret for dine behov.
Publisert: 10. januar 2024